



欢迎访问-阿坝锯钢筋水锯床
二、起动过于频频,应削减起动次数。
三、电动机外部接线有错,应查看纠正。
四、立式带锯床切开资料所需力大,配备电动机的功率小些,负载过大。应减轻负载或换用大功率的电动机。机床有机械毛病而导致过载,应查看设备,扫除毛病。
五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。
六、轴承损坏或磨损过大,定子和转子是不是设备不良。电动机风道阻塞,电动机内外积尘和油污太多,电动机电扇疑问等。
七、定子绕组匝间或相间短路或接地,使电流增大,调损添加而过热。若毛病不严峻,只需从头加包绝缘,严峻的应替换绕组。定子一相绕组断路或并联绕组中某一支路断线,导致三相电流不平衡而使绕组过热。应查看三相电流,并当即切除电源,找出断路点并从头结好。笼型转子断条或绕线转子线圈接头松脱,导致维修网电流过大而发热。可对铜条转子作焊补或替换,对铸铝转子应替换转子。

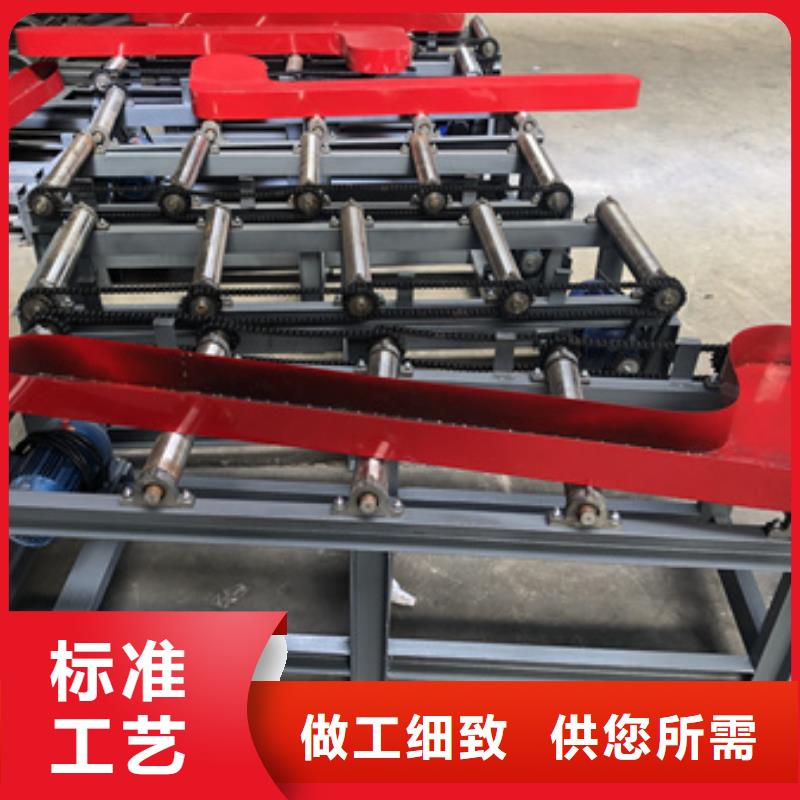
如何让您使用的带锯床更稳定使用寿命更长请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。
用户依据带锯床设备说明书断定每台数控锯床的光滑部位和光滑点,怎么更好的光滑坚持设备清洁定期给设备加油光滑。
严厉依照设备指定油脂商标用油,光滑材料及掺配油品有必要经查验合格,光滑设备和加油用具有必要坚持清洁无异物。
带锯床每天锯切前的保养操作:查看带锯条,保证被正确的涨紧动轮上;查看钢丝刷与带锯条接触是否恰当;金属带锯床保养:带锯条设备、锯架铰接轴、主被迫轴承加满黄油光滑。金属带锯床保养:更换光滑油。钢刷传动座注油嘴用油枪注入光滑脂3六个月的保养新金属带锯床在开始运用6个月,为使锯床坚持杰出运转状况,请更换。
 建贸机械设备有限公司
建贸机械设备有限公司
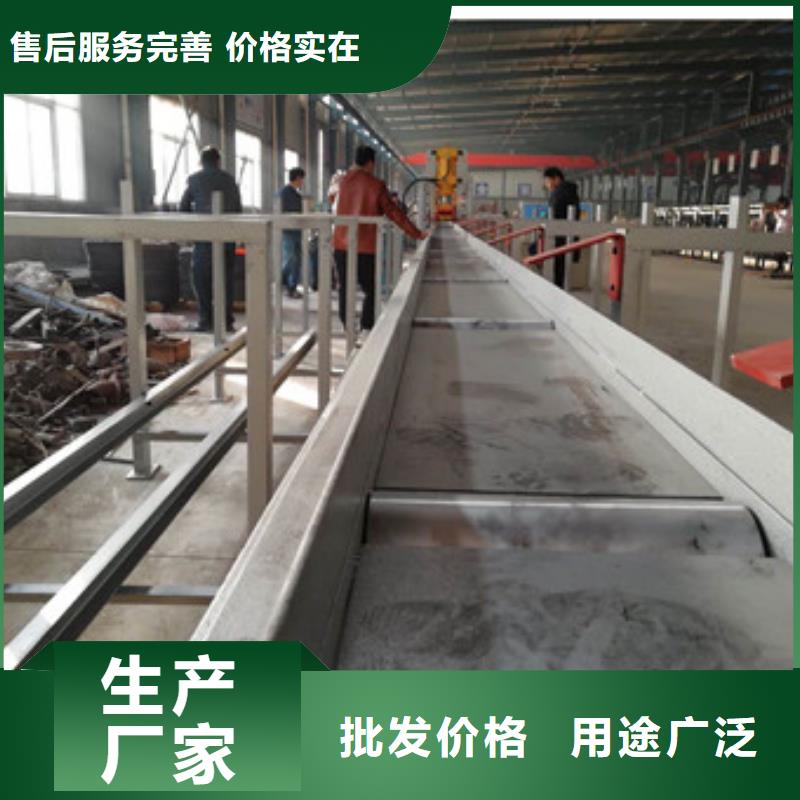
二.机床的主要特征及参数:
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、液压虎钳夹紧材料,防止锯切短料时不稳抖动造成拉齿。
4、由于其切削刀具,采用进口的、薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是中小型企、事业单位切割大型钢胚、一种具有显节材又节能的效率高的切割刀具。
5、结构布局合理,使用维修方便,是中、小型材料锯切效率高节能的理想设备。
主要技术参数:
切削范围;300□300*300mm
锯条规格:3565*27*0.9mm
锯带轮转速:30、45、69
主电机功率:2.2 kw
工作夹紧方式:液压
外形尺寸:1800*1100*1600
jmc
 47024
47024

液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。